Nowy numer
Forum Narzędziowe OBERON
Elektrodrążarki EDM – raport
Zacznę od może przewrotnego pytania: czy ktoś potrzebuje i kupuje jeszcze elektrodrążarki? Podczas rozmów na targach mam wrażenie, że istnieje duża grupa fachowców pracujących w narzędziowniach i niedoceniających obróbki elektroerozyjnej, bo właśnie kupili do zakładu centrum frezarskie. Prawdziwe pięcioosiowe, żadne trzy plus dwie osie. W dodatku prawdziwe HSM (ang. High Speed Machining) - i już im więcej nie potrzeba.
Kiwam głową i pytam o twarde materiały, jak idzie obróbka. Pada wtedy odpowiedź, cytuję: „Proszę pana, narzędziami „xxx” można zrobić wszystko…” W dodatku marka narzędzi skrawających też często zależy od sympatii menedżera i odwiedzających go przedstawicieli handlowych oferujących narzędzia skrawające.
Jasne, elektroerozja, popularnie EDM (EDM – ang. Electrical Discharge Machining – obróbka wyładowaniami elektrycznymi) ma swoje mankamenty. Jest wolniejsza od skrawania. Przyjmując maksymalne szybkości ubywania materiału z obrabianej matrycy, faktycznie przegrywa z obróbką skrawaniem. Wydajność obróbki twardego materiału (powiedzmy o twardości 48 – 60 HRC), mierzona ilością mm3 usuwanego materiału, faktycznie stawia na pierwszym miejscu skrawanie na obrabiarkach HSM. Jest ono 2 – 3 razy wydajniejsze od obróbki elektroerozyjnej. Dopiero kiedy chcemy pozbyć się tekstury po frezowaniu używamy elektrodrążenia.

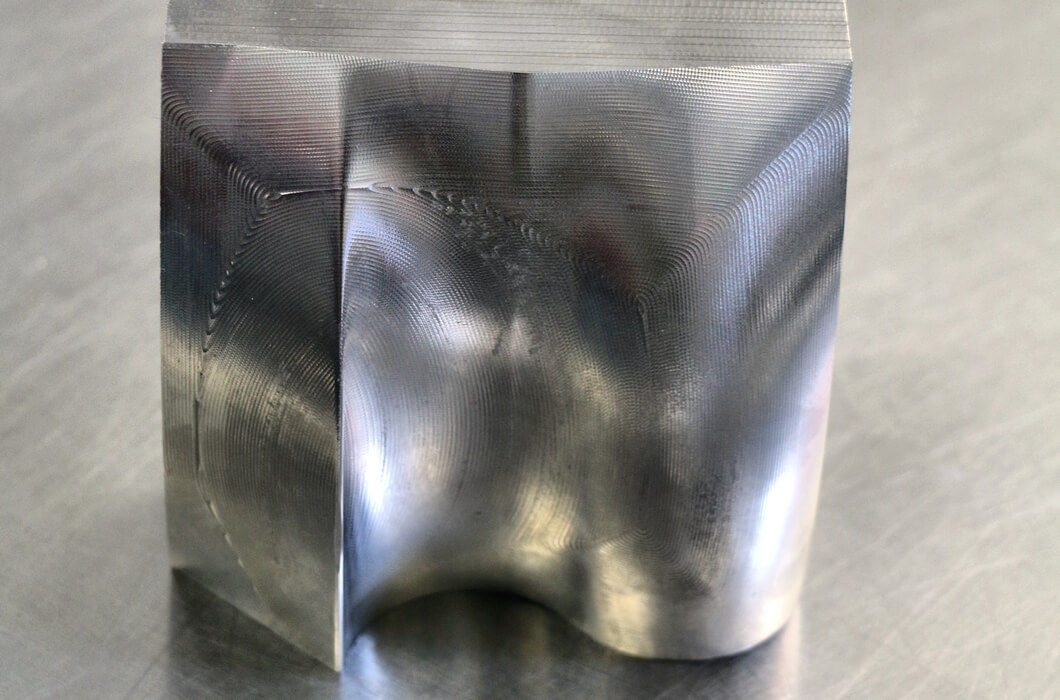
ZAGŁĘBIANIE SIĘ W NAJTWARDSZYCH MATERIAŁACH, NADAWANIE JEDNOLITEJ FAKTURY CAŁEJ POWIERZCHNI TO DOMENA OBRÓBEK EDM.
Mankamentem obróbek elektroerozyjnych jest SWC - strefa wpływu ciepła – pojęcie zbliżone do tego ze spawalnictwa. W literaturze angielskojęzycznej nazywane HAZ. (HAZ - heat affected zone). Łuk elektryczny powstający pomiędzy elektrodą, a materiałem narzędziowym niesie ze sobą wielką energię, miejscami nagrzewa obrabiany materiał do 10 – 50 tys. stopni Celsjusza. Zdecydowanie więcej od wszelkich temperatur hartowania czy wyżarzania. Zmiany jakie zachodzą w stali podczas elektroerozji to stopienie i ponowne zakrzepnięcie w płuczącym szczelinę dielektryku cienkiej warstwy, mierzonej w μm. Ta tak zwana „biała warstwa” usuwana jest w procesie ręcznego szlifowania i polerowania formy. Dobrze jest po elektrodrążeniu przeprowadzić obróbkę cieplną stali, by wyrównać ewentualne naprężenia.
Co zatem decyduje, że jednak na rynku funkcjonują producenci obrabiarek elektroerozyjnych, ich sprzedawcy i cały rynek peryferii do tych maszyn? Dlaczego co roku publikujemy zestawienia na temat elektrodrążarek wgłębnych (EDM), czy drutowych (WEDM)? Są one bardzo często niezastąpione przy produkcji wkładek do form do tworzyw sztucznych, rozdmuchowych, matryc ciśnieniowych i innych narzędzi formujących o zmiennych kształtach. Nie chodzi tylko o wspomniane proste „wyrównanie” śladów po skrawaniu. Przez zadanie jej określonego ruchu opisanego którymś z programów sterujących, małą elektrodą można obrobić i nadać charakterystyczną fakturę całkiem dużym powierzchniom. Poza tym drążarki ubytkowe potrafią obrobić głębokie wybrania, szczególnie są przydatne do obróbki powierzchni wklęsłych, z narożami o niewielkich promieniach. A popularne żeberka usztywniające wyroby z tworzyw? Mają często grubość 0,5 czy 1,0 mm i wysokość 30 – 60 mm. Dodając do tego skos o wartości 1o – życzę powodzenia temu, kto chciałby taki kształt frezować w matrycy choćby i za pomocą HSM. Widoczne plastikowe żeberko powstaje przecież w wąskiej szczelinie matrycy frezowanej bądź drążonej. Drążenie jest bardziej zasadne, bo można przecież kupić gotowe elektrody grafitowe na żeberka, które pozwolą odwzorować kształt w twardej stali z naprawdę zdumiewająca prędkością. Choćby w naszej firmie. Ekstremalnie cienkie, a długie otwory jakie robi się metodą elektroerozyjną to otwory startowe pod WEDM. Stosunek średnicy do głębokości może sięgać 300 czy 400, a same obrabiarki stosowane w tym celu nie są jakoś specjalnie finezyjne.
Obróbka EDM jest całkiem przewidywalna i powtarzalna, tym samym daje się łatwo zautomatyzować. Maszyna uzbrojona w zmieniacz elektrod pracuje (może i wolniej od HSM) także nocami czy w weekendy. Obrabiać elektroerozyjnie można nie tylko stale, ale i każdy materiał będący przewodnikiem elektrycznym, np. węgliki. Nie istnieje granica twardości obrabianego w ten sposób materiału, byle przewodził prąd elektryczny. Można np. zrobić sześciokątne gniazdo w złamanym gwintowniku, by go usunąć z gwintowanego elementu.

NAWET DROBNE WIERSZOWANIE I SUPER NARZĘDZIE SKRAWAJĄCE NIE ZAPOBIEGNĄ WIDOCZNOŚCI RYS NA OBŁYCH POWIERZCHNIACH.
Możliwe jest też obrabianie bardziej złożonych geometrycznie powierzchni matrycy niż te, które można uzyskać skrawaniem. Czasem nie ma „podejścia”, by coś wyfrezować, natomiast elektrodrążenie elektrodami o specjalnym kształcie z powodzeniem usunie materiał.
Reasumując, długo jeszcze rozmaite „charmillki”, „poterałki” czy „chinki”, jak je pieszczotliwie nazywają narzędziowcy, będą w użyciu. Myślę, że te pieszczotliwe nazwy wynikają z prostego podziwu – są to urządzenia niezastąpione w pracy narzędziowej, stąd taki prawie osobisty stosunek starych fachowców do tych maszyn. Ceny obrabiarek elektroerozyjnych, jak każdych innych są zróżnicowane, każdy znajdzie coś na swoją kieszeń, nie tak jak we frezowaniu HSM, gdzie próg cenowy na start jest wysoki. W tym roku będzie można zobaczyć wiele elektrodrążarek w czasie dni otwartych u dystrybutorów i producentów, podczas naszych krajowych targów i oczywiście podczas tych za granicą.
Robert Dyrda
Copyright © 2022 Forum Narzędziowe OBERON. All Rights Reserved.