Nowy numer
Forum Narzędziowe OBERON
Automatyzacja pogłębiania wstecznego
Pogłębianie wsteczne otworów potrafi być operacją wymagającą wiele uwagi. Często stajemy przed ograniczonym dostępem lub nietypowym ukształtowaniem powierzchni. Wysokie standardy jakościowe lub spore wymiary detali obrabianych potrafią stanowić poważne wyzwanie oraz wymusić na nas redukcję ilości zamocowań detalu. Omówmy w tym artykule jak firma Starrag AG rozwiązała te problemy jednocześnie redukując czas obróbki i zwiększając stabilność procesu.
Firma Starrag znana jest jako producent obrabiarek
dla przemysłu lotniczego. Produkowane komponenty bez
wątpienia podlegają rygorystycznym tolerancjom kształtu
i położenia. Do ich obróbki jeszcze niedawno były stosowane
pogłębiacze modułowe nasadzane, gdzie operator
musiał zatrzymać obrabiarkę przy każdym otworze. Wraz
z wdrażaniem produkcji nowych części liczących od 6 do
20 otworów zwrócono uwagę na pogłębiacz wsteczny
HEULE BSF. Wpisał się on z łatwością w zapotrzebowanie
na otwory o parametrach ø otworu/ ø pogłębienia:
ø11/ø18; ø11/ø16,5; ø9/ø15; ø8/ø13,5 i pogłębieniem od
5 do 44mm.
Narzędzie BSF zostało zaprezentowane w 2013 roku
na targach branżowych EMO. Pokrywa ono średnice
otworów w zakresie od 6,5 do 20mm, oraz średnicę pogłębienia
do 2,3 x ø otworu. Nierówności o nachyleniu
do 30% są dopuszczalne katalogowo. Głównym założeniem
przy jego projektowaniu było zapewnienie stabilnego
oraz ekonomicznego procesu obróbki przy małych
i średnich seriach. Lata testów zarówno przed, jak i po
jego wprowadzeniu na rynek wciąż udowadniają jego niezawodność.

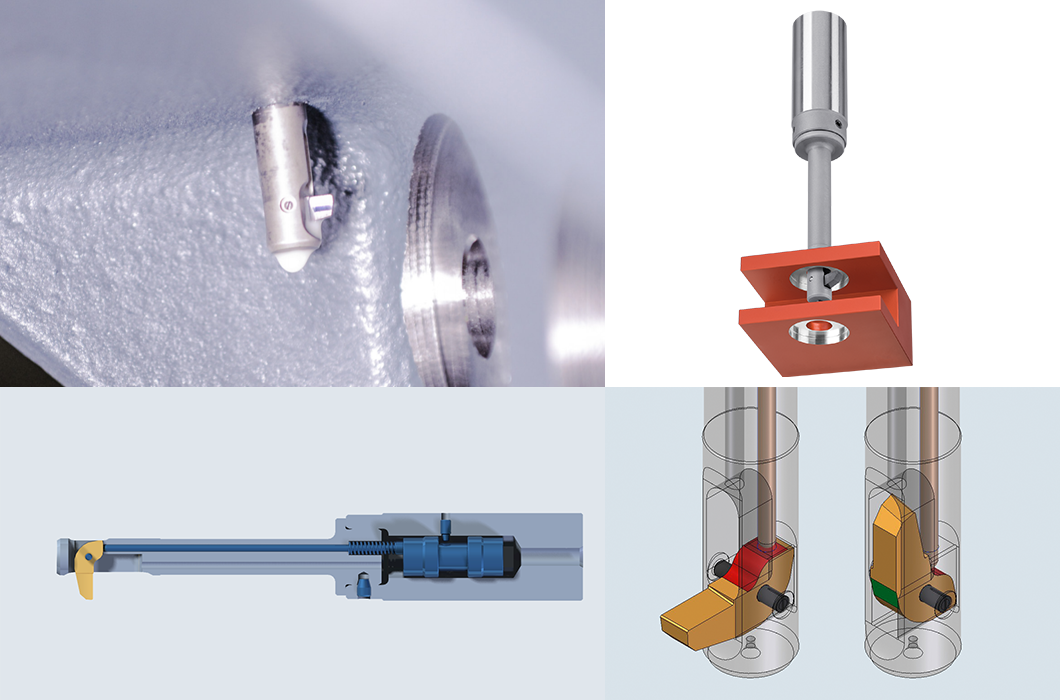
Fot. 1. BSF może być używany w warunkach ograniczonego miejsca. Dostęp do powierzchni czołowej pogłębienia odbywa się przez otwór. Działanie narzędzia jest w pełni zautomatyzowane. Otwarcie noża następuje poprzez zastosowanie obrotów wysuwających go za pomocą siły odśrodkowej. Zamknięcie realizowane jest za pomocą chłodziwa o ciśnieniu minimalnym 20 bar.
Doświadczenia wyniesione z rocznego okresu użytkowania
nowego rozwiązania zapisały się pozytywnie w
pamięci firmy. Stosunkowo proste w konstrukcji narzędzie
dobrze reaguje na nierówne powierzchnie takie jak obrabiane
w przykładzie żeliwo. Mechanizm chowania noża
napędzany jest chłodziwem o minimalnym ciśnieniu 20
bar, co daje pewną ochronę przed zaleganiem brudu lub
wiórów. Wdrożenie tego rozwiązania poprawiło stabilność
procesu i jego rachunek ekonomiczny. Łatwość wymiany
noży została doceniona przez operatorów ze względu na
szybką reakcję na zużycie narzędzia. Jakość powierzchni
była satysfakcjonująca mimo zrezygnowania ze stosowania
chłodziwa dla pogłębień poniżej 5mm.
Heule to firma ściśle skupiona na niszy związanej z wykańczaniem
otworów od lat 70 poprzedniego wieku. Historia
firmy i filozofia bliskiego kontaktu z klientami przy
wdrażaniu nowych rozwiązań wypromowały opinię, która
zachęca do współpracy czołowych producentów takich
jak Starrag.

Rys. 1. Typowe warunki pracy narzędzia BSF. Dopuszczone są nierówności o pochyleniu do 30%.
ARCO Andrzej Rudenko
ul. Nowa 23 C, lokal 007; 05-500 Stara Iwiczna
telefon: +48 22 353 27 05; +48 22 499 48 01
e-mail: info@arcotools.pl
www.arcotools.pl

Copyright © 2022 Forum Narzędziowe OBERON. All Rights Reserved.